INSTRUCTIONS
D'EMPLOI
Pour les pièces d'usure, demander au professeur.
1) Mise en route
Après avoir effectué les opérations
de raccordement électrique et pneumatique, placer la
masse sur la pièce à couper en s'assurant
du bon contact électrique,
en particulier sur les pièces peintes ou oxydées.
|
|
- Basculer l'interrupteur 0/1 de mise sous tension
sur la position 1. |
|
|
- Le voyant vert mode coupe sallume:
Sélectionner avec le bouton Poussoir
«OK»: Voyant Réglage Pression
- Régler la pression dair P: 5 bars à
laide du volant du filtre régulateur situé
à larrière du poste en vérifiant celle-ci
par le manomètre. |
|
|
- Equiper la torche avec les pièces
dusure. |
|
|
- Sélectionner avec le Bouton Poussoir
« OK »un des 3 modes dutilisation:
1. Mode coupe
2 .Mode Grillage
3. Mode Gougeage |
|
|
- Régler le courant à laide du codeur. |
|
|
- Visualiser le courant / la pression et les
messages davertissement. |
2) Réglages

|
Dans ce mode deux possibilités sont offertes |
Première possibilté: CHOIX DU MODE DE COUPE DITE
«AU
CONTACT»
Ce mode de coupe privilègie la qualité et laccessibilité.
Il est conseillé
de lutiliser pour des coupes dépaisseur allant jusquà
8
mm.
IMPORTANT: CE MODE DE COUPE PRIVILÉGIE
LA QUALITÉ
JUSQUÀ 8MM
Seconde possibilité: CHOIX DU MODE DE COUPE DITE «À
DISTANCE»
Ce mode de coupe privilégie la rapidité mais aussi lépaisseur.
Il
est conseillé de
lutiliser pour des coupes dépaisseur jusquà 25 mm
ou pour augmenter
la vitesse de coupe en dessous de cette valeur, cela au
détriment de la qualité de coupe

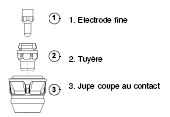
|
| 1. Electrode courte
2. Tuyère
3. Jupe coupe à distance
4. Patin
|
|
|
Etape 2: Régler le courant à laide du potentiomètre |

|
Etape 3: Appuyer sur la touche de réarmenent |
IMPORTANT : CE MODE DE COUPE PRIVILÉGIE
LA VITESSE
ET PERMET DE COUPÊR DES ÉPAISSEURS JUSQUÀ
25MM.

|
Ce mode de coupe est utilisé pour le démantelement,
il évite le ré-appui gachette en sortie de tôle,
par un réallumage
automatique de larc pilote.Les capacités de
coupe sont les mêmes quen mode coupe normal que
ce soit en coupe à distance ou en coupe au contact. |

|
Ce procédé additionnel est la meilleure
alternative au procédé de gougeage traditionnel
à lair, en particulier quand la précision et la
sécurité sont prioritaires. |
3) Conseils d'utilisation
1. Capacité de coupe
Epaisseur de coupe en pleine tôle: 12 mm
Epaisseur de coupe de qualité: 20 mm
Coupe de séparation: 25 mm
2. Utilisation du poste avec rallonge
La longueur maximum de la rallonge, pouvant être utilisée
tout en conservant les caractéristiques de coupe annoncées,
est de 25 m et une section de 2.5 mm².
3. Utilisation d'une torche concurrente
ATTENTION: AIR LIQUIDE WELDING EST DÉGAGÉE DE
TOUTE RESPONSABILITÉ EN CAS DUTILISATION DU GÉ-
NÉRATEUR AVEC UNE TORCHE AUTRE QUE AIR LIQUIDE
WELDING. LE NIVEAU DES TENSIONS MISES EN JEU DANS
LE GÉNÉRATEUR ÉTANT UN RÉEL DANGER POUR
LOPÉRATEUR, AIR LIQUIDE WELDING NE PEUT ÊTRE
TENUE RESPONSABLE POUR TOUTE ASSOCIATION DÉLÉ-
MENTS QUI NE SERAIT PAS DE SON FAIT.
4.Positionnement de la torche
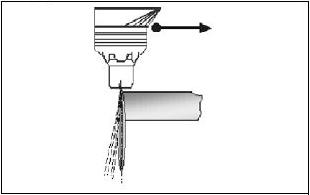
Amorçage en bord de tôle
Amorçage en pleine tôle
Lors de l'amorçage en pleine tôle, des projections de
métal
peuvent remonter sur la tuyère et l'endommager.
- Pour éviter cela, orienter la torche de manière à
éjecter les
particules latéralement.
- Exécuter la coupe en laissant le point d'amorçage dans
la
chute. Relâcher la gâchette pour éteindre l'arc
de coupe. |
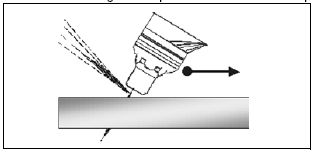 |
Position de la torche en coupe
CONSEILS DE COUPE
Si la saignée ne se forme pas bien:
- la vitesse de coupe est trop rapide
- remplacer la tuyère si elle est usée
- lépaisseur à couper est trop importante
Si l'arc de coupe s'éteint:
- la vitesse de coupe est trop lente
- la distance entre tuyère et pièce est trop grande |
 |
Plan du site