Il existe 2 type de travails, il y a le plus courrant
et le plus sûr qui est en Opposition mais
qui a une moins bonne précision que le
fraisage en Bout dit avalement.
1/
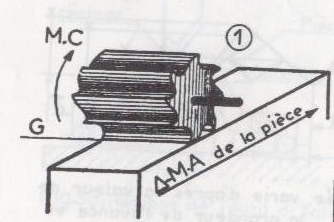
- Usiner en Opposition (en roulant) :
Quand on fraise "en opposition" les dents de la fraise en prise avec
la matière avancent dans le sens de l'usinage. Elles attaquent donc
la matière par une épaisseur de copeau nulle et terminent
leur travail en quittant le copeau à son épaisseur maxi.
L'effort généré est dirigé en sens inverse
du sens d'usinage et vers la matière, c'est un effort résistant
et qui colle l'outil vers la matière à usiner. On utilise
cette technique pour annuler les jeux fonctionnels de la machine car les
efforts poussent les écrous des vis en sens inverse du mouvement.
C'est assez mauvais car s'il se recolle sur la matière il ne sera
pas dégagé par la suite. Les états de surface générés
sont moins bons qu'en travail "en avalant" mais la machine force moins
car la variation d'effort est moins brutale. Les conditions de coupe ne
sont pas très bonnes car il est mauvais d'attaquer la matière
tangentiellement.
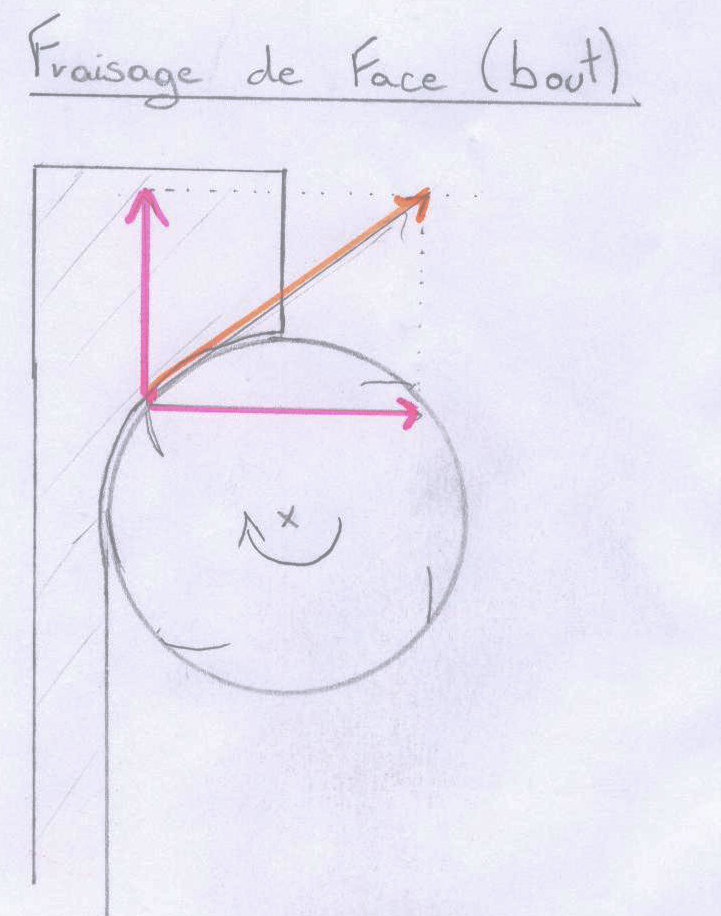
Les vécteur de Foce s'applique sur la picée tengenciellement
--> Composante des forces sur l'outils et de l'outils sur la picées,
danc la direction de l'outils.
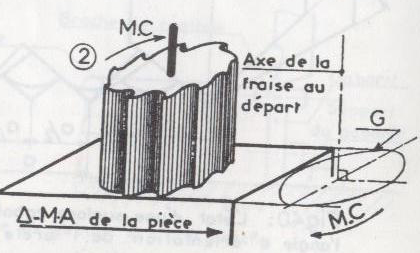
2/ - Usiner en Avalement :
Le fraisage en Bout dit (en avalant) est un déplacement de la
pièce perpendiculairement a la pièce (pièce perpendiculaire
a l’axe de la fraise).