Le Brasage Fort
AU CUIVRE OU A L'ARGENT:
Pour exécuter un brasage
fort avec une brasure à base de
cuivre ou d'argent, procédez de même que pour le
brasage tendre : le métal en fusion se répandra entre les
pièces par capillarité. Dégraissez au
préalable les parties à
assembler en les ponçant au papier fin, puis enduise-les
de flux antioxydant.

LA LAMPE À SOUDER :
La flamme de la lampe à souder est produite par la combustion
d'un mélange de gaz butane ou
propane avec l'oxygène de l'air. Cette flamme est moins
puissante que celle du chalumeau
oxy-acétylénique (voir plus loin), mais la
température qu'elle fournit peut atteindre 700°C.

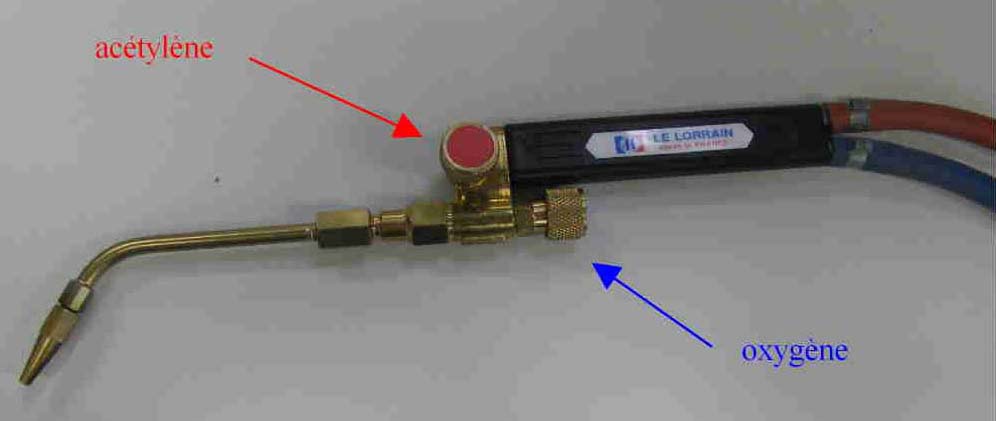
LE REGLAGE :
Le réglage de la lampe à souder est on ne peut plus
simple. La force de la flamme varie en fonction du débit de
gaz. Puis le réglage de l'arrivée d'oxygène permet
d'obtenir une flamme bleue et puissante. Une règle à
retenir : une flamme molle et rouge indique un manque
d'oxygène.

LE CHAUFFAGE :
Chauffez maintenant le métal : le cuivre, jusqu'à ce
qu'il devienne rouge sombre, le fer et
l'acier jusqu'au rouge clair. A la différence du brasage tendre
à l'étain, les éléments à assembler
devront ici demeurer sous la flamme même pendant l'application de
la brasure, mais pas cette
dernière.
L'APPLICATION DE LA BRASURE :
Approchez la baguette de brasure, légèrement
inclinée,
sans l'exposer à la flamme. En règle
générale, la quantité
à appliquer est égale à une fois et demie le
diamètre du
tube. Dès que l'alliage s'est répandu, cessez de chauffer
et
laisser refroidir. Eliminez les excédents.

Acceuil Plan du site